















Mataas na Bilis at Ganap na Awtomatiko para sa Alahas at Hardware ng K-Gold at 925 Silver na CW Fiber Laser Chain Welding Machine
II. Mga Pangunahing Tungkulin at Teknikal na Katangian
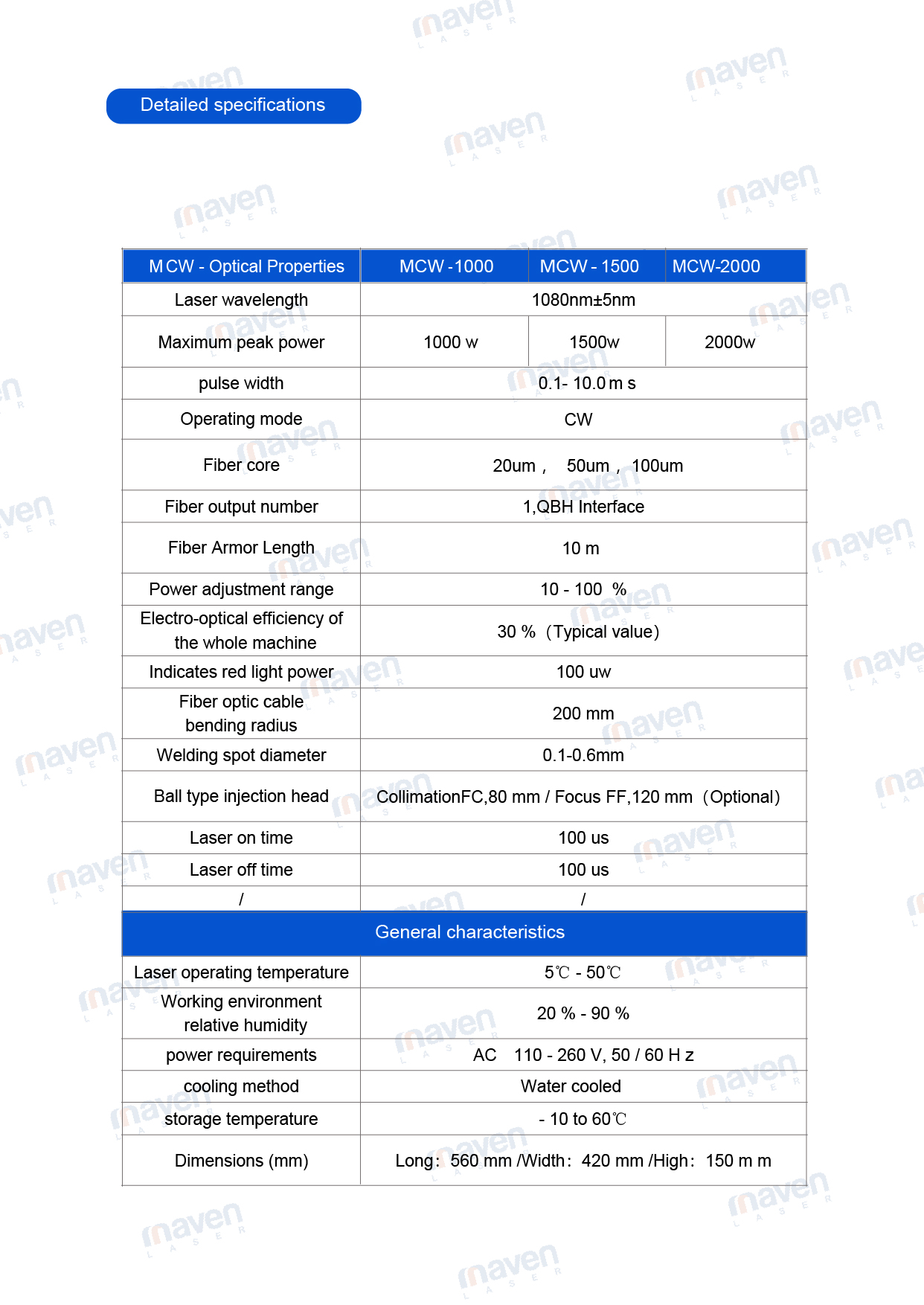
- Tumpak na Paghinang, Tinitiyak ang Estetika at Lakas. Ang katumpakan ng hinang ay umaabot sa 0.01mm, na sumusuporta sa "point-to-point" na nakapokus na hinang. Ang minimum na diyametro ng marka ng hinang ay maaaring kasing liit ng 0.1mm, na nakakatugon sa mataas na kinakailangan para sa "walang halatang marka ng hinang" sa alahas at mga aksesorya. Pagkatapos ng hinang, ang tensile strength ng dugtungan ay ≥ 80% ng lakas ng hilaw na materyal, na pumipigil sa pagkabali ng kadena habang ginagamit o nasusuot.
- Pagkakatugma sa Maraming Materyal, Sumasaklaw sa Pangunahing Materyales ng Hinabing Kadena. Maaari nitong hinangin ang mga hinabing kadena na gawa sa iba't ibang metal nang hindi madalas na pinapalitan ang mga aksesorya:
- Mga mahahalagang metal: Pilak, ginto (K ginto, solidong ginto), platinum;
- Mga karaniwang metal: Hindi kinakalawang na asero, tanso, haluang metal na sink, haluang metal na aluminyo;
- Mga espesyal na materyales: Mga hinabing kadena na may ginto o pilak na balot (iniiwasan ng low-temperature welding mode ang pagbabalat ng kalupkop).
- Mataas na Awtomasyon, Binabawasan ang Pagdepende sa Paggawa
- Mga modelong semi-awtomatiko: May mga kagamitan sa pagpoposisyon ng kadena. Pagkatapos ng manu-manong pagkarga, awtomatiko nilang kinukumpleto ang proseso ng "pagpoposisyon → hinang → pagpapalamig";
- Mga modelong ganap na awtomatikong ginagamit: Pinagsasama ang mga tungkulin sa pagpapakain, pagpoposisyon, pagwelding, at pag-inspeksyon, at maaaring ikonekta sa mga linya ng produksyon. Ang isang yunit ay maaaring umabot sa pang-araw-araw na kapasidad na 5,000-10,000 hinabing kadena;
- Sinusuportahan ng ilang high-end na modelo ang "one-click switching ng mga parameter ng hinang," mabilis na umaangkop sa mga hinabing kadena na may iba't ibang detalye (hal., 1mm, 2mm na diyametro ng alambre).
- Disenyo ng Kaligtasan at Katatagan
Nilagyan ng mga pantakip na pangharang gamit ang laser (para sa mga modelong may laser welding) at mga guwantes na pangharang gamit ang mataas na temperatura, na sumusunod sa mga pamantayan sa kaligtasan sa industriya;
May built-in na proteksyon laban sa labis na karga at mga module ng pagpapapanatag ng boltahe upang maiwasan ang hindi pantay na lakas ng hinang na dulot ng mga pagbabago-bago ng boltahe;
Ang ulo ng hinang ay gawa sa mga materyales na hindi tinatablan ng pagkasira, na may buhay ng serbisyo na mahigit 100,000 cycle, na binabawasan ang dalas ng nauubos na pagpapalit.

III. Mga Pangunahing Senaryo ng Aplikasyon
Ang aplikasyon ng mga chain weaving machine ay lubos na nakatuon sa "pagproseso ng produktong kadena," na may mga pangunahing senaryo kabilang ang:
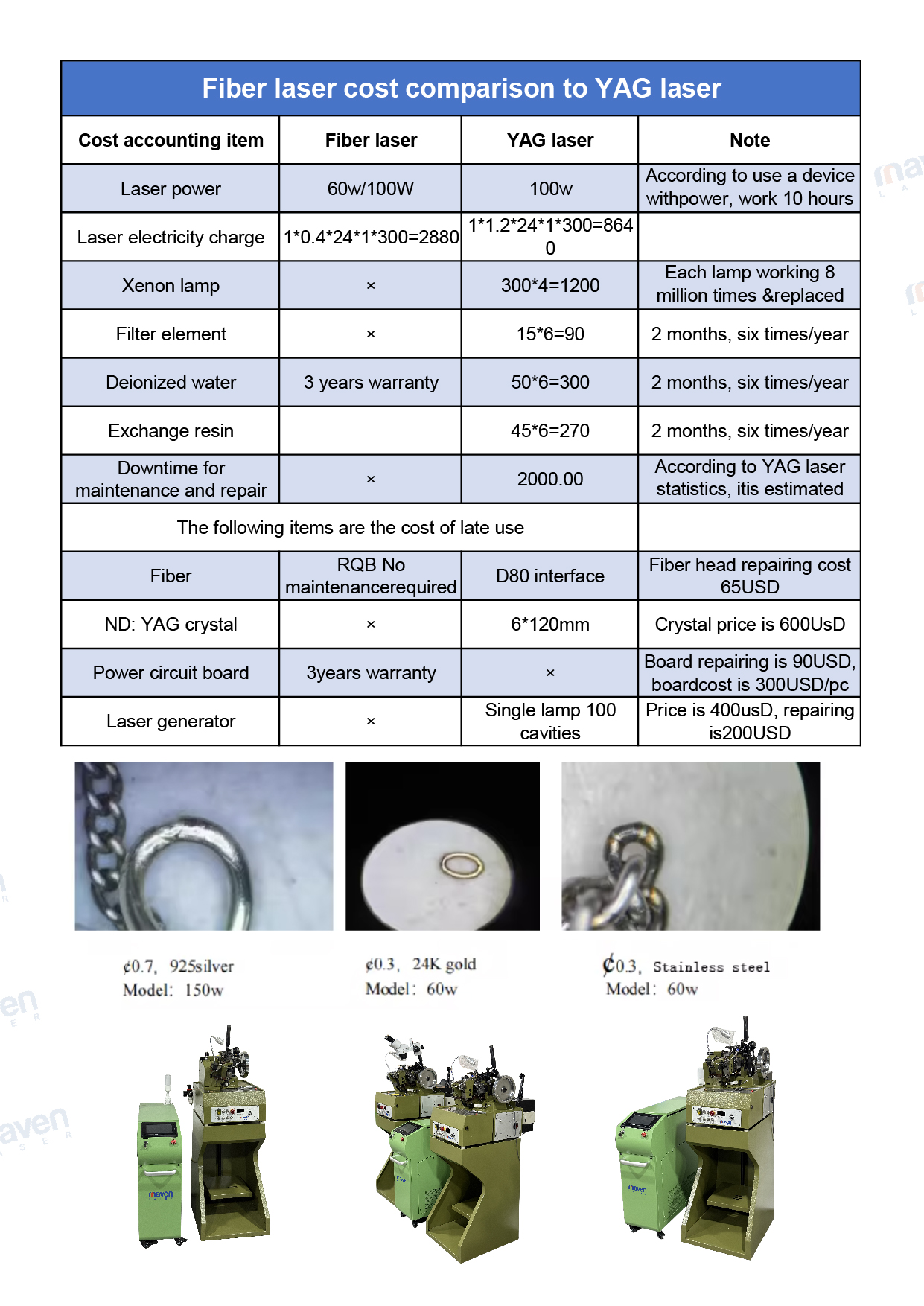
- Industriya ng alahas: Paghinang ng mga dugtungan ng ginto, mga kuwintas/pulseras na pilak, tulad ng mga O-link chain, cross chain, at twisted chain;
- Industriya ng aksesorya: Pagwelding ng abot-kayang mga kadena ng aksesorya na gawa sa haluang metal o hindi kinakalawang na asero (hal., mga kadena ng collarbone, mga kadenang may maraming patong);
- Mga aksesorya ng hardware: Pagpapatibay ng hinang ng mga dugtungan para sa mga kadena ng bagahe, kadena ng sinturon, at kadena ng keychain;
- Pasadyang pagproseso: Katumpakan ng pagwelding ng mga isinapersonal na hinabing kadena (hal., mga inukit na kadena, mga kadenang may espesyal na hugis) upang maiwasan ang deformasyon habang pinoproseso.

IV. Mga Pangunahing Punto ng Pagpili
Kapag bumibili ng chain weaving welding machine, tumuon sa sumusunod na 4 na parametro upang maiwasan ang hindi magkatugmang mga pangangailangan:
- Pagtutugma ng mga detalye ng kadena: Kumpirmahin ang saklaw ng diyametro ng alambre na sinusuportahan ng kagamitan (hal., 0.3-3mm) at mga uri ng kadena (mga hinabing kadena, mga kadenang pang-ugnay) upang maiwasan ang pagkabasag ng hinang dahil sa sobrang nipis na diyametro ng alambre;
- Mga kinakailangan sa automation: Pumili ng mga manu-manong/semi-awtomatikong modelo para sa small-batch na pagpapasadya, at mga ganap na awtomatikong modelo para sa mass production upang mabawasan ang mga gastos sa paggawa;
- Pagkakatugma ng materyal: Para sa pagwelding ng mahahalagang metal (hal., solidong ginto), piliin ang "mga low-power laser welding machine" (upang maiwasan ang labis na pagkatunaw ng metal); para sa hindi kinakalawang na asero, ang mga "resistance welding machine" ay mas matipid;
- Serbisyo at pagsasanay pagkatapos ng benta: Unahin ang mga tatak na nag-aalok ng "on-site installation + operation training." Ang ilang modelo ay nangangailangan ng regular na kalibrasyon ng welding head, at ang bilis ng tugon pagkatapos ng benta ay nakakaapekto sa kahusayan ng produksyon.
V. Mga Tala sa Operasyon at Pagpapanatili
- Bago gamitin, suriin kung normal ang pagkaka-ground ng kagamitan; para sa mga modelong laser, tiyaking nakasara ang takip na pangharang (upang maiwasan ang pinsala sa direktang radiation ng laser);
- Kapag nagwe-weld ng iba't ibang materyales, ayusin nang maaga ang mga parametro (hal., lakas ng laser, oras ng pag-weld). Inirerekomenda na magsagawa ng 3-5 test welds upang kumpirmahin ang epekto;
- Linisin ang mga natitirang metal na debris sa welding head pagkatapos gamitin araw-araw, linggu-linggo suriin ang pagkasira ng fixture, at buwan-buwan i-calibrate ang katumpakan ng pagpoposisyon ng welding;
- Iwasan ang paggamit sa maalinsangan at maalikabok na kapaligiran upang maiwasan ang mga short circuit sa loob ng circuit o bara sa welding head.

Isulat ang iyong mensahe dito at ipadala ito sa amin
















